More conical? Or more trumpet-shaped? Result inconclusive.
I’m saddled with a proclivity for being like a dog with a bone over relatively minor questions and points of interest. A question I’ve had for some time has been whether or not the flux I’ve been using for soldering (Chip Quick CQ4LF) exerts an influence on the shape of the solder joints I make, the shape of the solder fillet.
I’ve only ever used lead-free solder and have followed the advice for lead-free soldering: higher soldering iron temperatures than for leaded solder and liberal application of flux. Kester, the company that manufactures most of the solder wire I’ve used, published an article about lead-free hand soldering: Lead-free Hand Soldering – Ending the Nightmares [PDF]. Here’s a paragraph from page 4 of Ending the Nightmares:
To reduce operator issues and reduced wetting proper optimization of the soldering process is key. To avoid issues use a flux content of 2-3% by weight in the solder wire, use a solder tip temperature of 700- 800°F. Also Tin-Silver-Copper (SAC) solder will flow more readily than Tin-Copper (SnCu) solder.
700° corresponds to about 371°C and 800°F is equal to a smidge less than 427°C. The joints on the red protoboard pictured today were done with my iron temp set to 385°C, near the lower end of Kester’s recommended range. I’ve worked at temperatures closer to the upper end but generally see an increase in scorching to the board and scratches in the solder mask disproportionate to the increased speed in making joints. This is down to my poor technique.
I am not a metallurgist or a soldering expert, but I keep talking about flux
, so here is what Wikipedia has to say about the purpose of flux in soldering:
In soldering metals, flux serves a threefold purpose: it removes any oxidized metal from the surfaces to be soldered, seals out air thus preventing further oxidation, and improves the wetting characteristics of the liquid solder.
When I first began learning to solder, I used Kester K100LD 275 wire and Indium SAC305 wire and, for flux, Kester 951 in a pen-style dispenser (951 Flux-Pen). 951 flux pens seem un-shippable to Hong Kong from normal outlets like Digikey and Mouser and Amazon. I think this is due to the composition (70-80% ethanol and 10-20% isopropyl alcohol according to the product’s SDS [PDF]). Way back when, I was able to get some recently-expired 951 flux-pens from an HK-based Kester partner or distributor but was told at the time that they didn’t plan to re-stock. I also got some from the Mainland via Taobao, but was mindful of how easy it would be, for example, to top up an empty flux pen.
Later, I purchased the most legit-seeming liquid flux that I could buy online and have shipped to Hong Kong: CQ4LF (that link is to the 15mL needle-top dropper bottle but it’s also available in larger bottles and in pens). Like Kester 951 flux, CQ4LF is rosin-free, but unlike 951 flux, CQ4LF is water-based (according to the CQ4LF SDS [PDF]) and hence readily shippable, but literally boils off (complete with bubbling and steam) when the flux-treated materials to be joined are heated using the tip of one’s soldering iron.

There are plenty of guides to proper soldering online and innumerable illustrations of acceptable-versus-poor solder joints. Typically, both of the types of fillet shapes illustrated above are included and identified as the only good results. Sometimes, the fillet I’m calling a trumpet-shaped is described as a volcano shape and rated as superior to the cone-style or conical fillet.
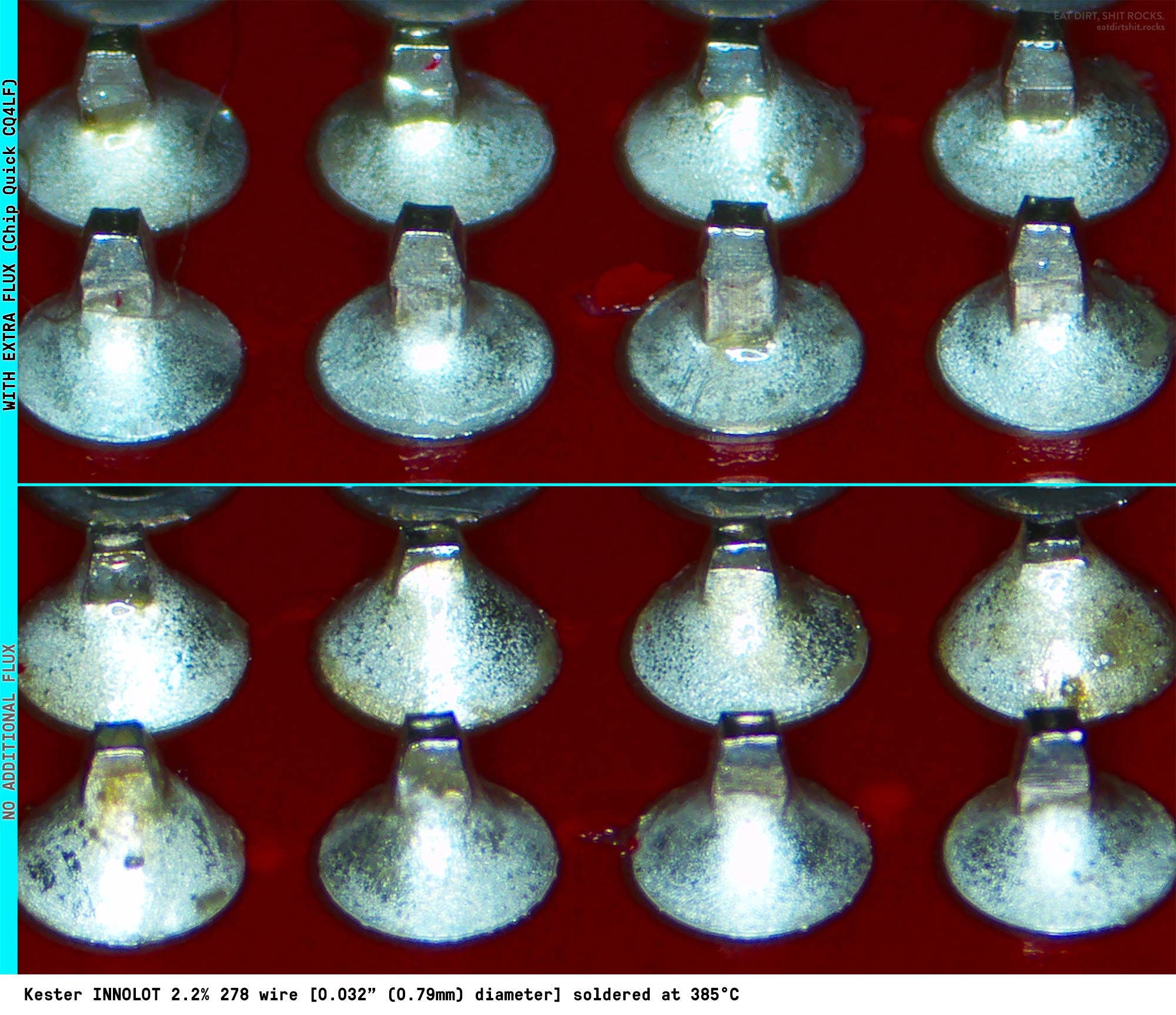
Over time, most of which has been spent using CQ4LF flux, I developed a sense that I was more likely to get a trumpet-shaped (or volcano-shaped) fillet when I added flux than when I did not. All of the solder wire I’ve ever used has been flux-cored, though with different fluxes, but extra flux added just before bringing the tip of the iron down seemed to nudge things towards the more-concave end of the spectrum.
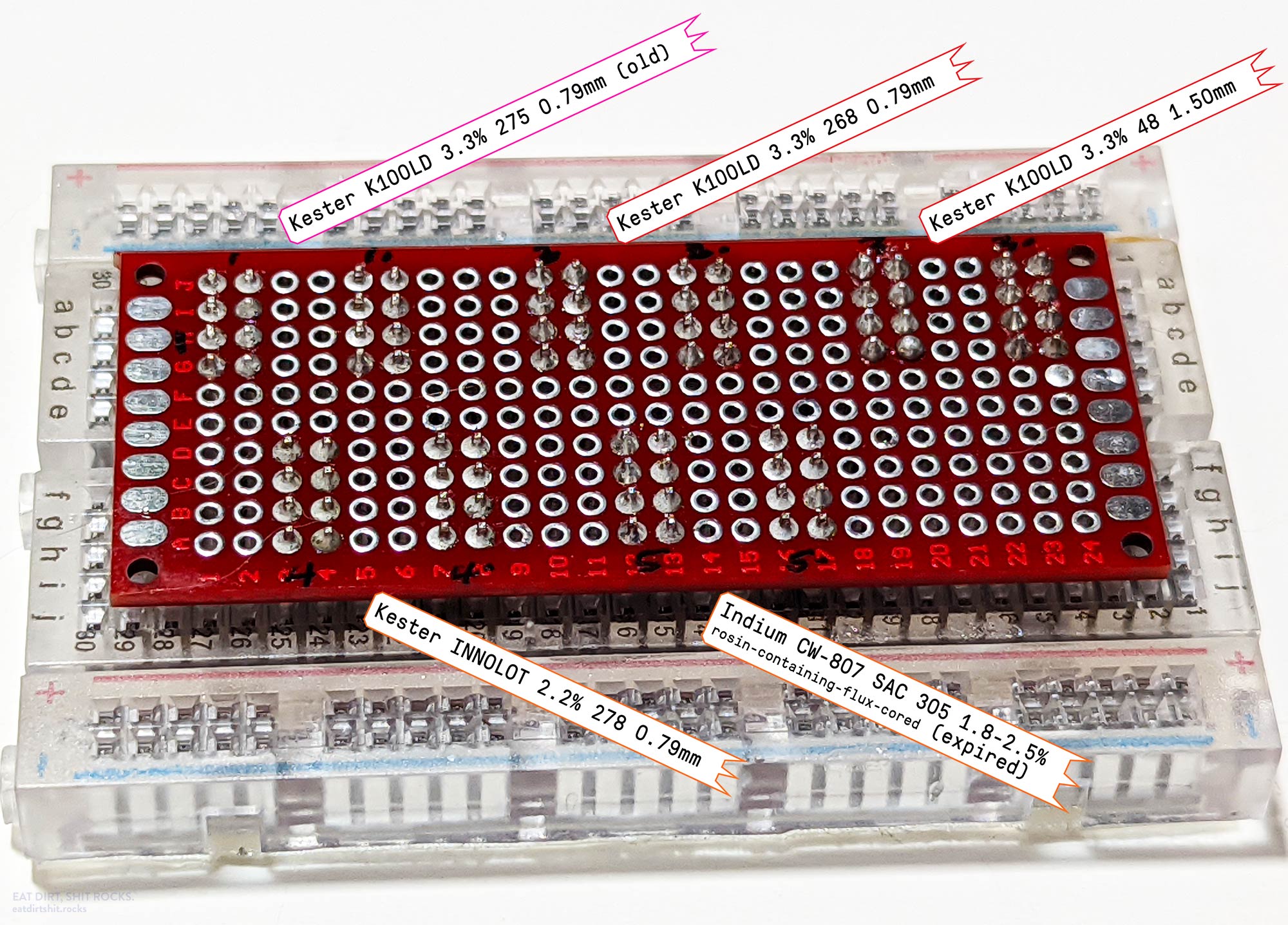
Out of curiosity, I sat down and did 5 sets of joints: one set for each alloy, with the first block of 8 pins (labeled with a number N Sharpied onto the edge of the protoboard) getting no additional flux and the next set (marked with N* written onto the protoboard nearby) getting a dousing of CQ4LF first. Hand-soldering and doing things according to gut feeling (i.e. how much to push the end of the spool of solder wire towards the joint, when to remove the tip of my iron) will seem to limit the usefulness of an exercise like this, but I did it anyway. The SDS for the CQ4LF (PDF linked earlier on) lists un-named surfactants and an unidentified rheological modifier
as ingredients and I thought that perhaps they might be doing something to the fillet shape.
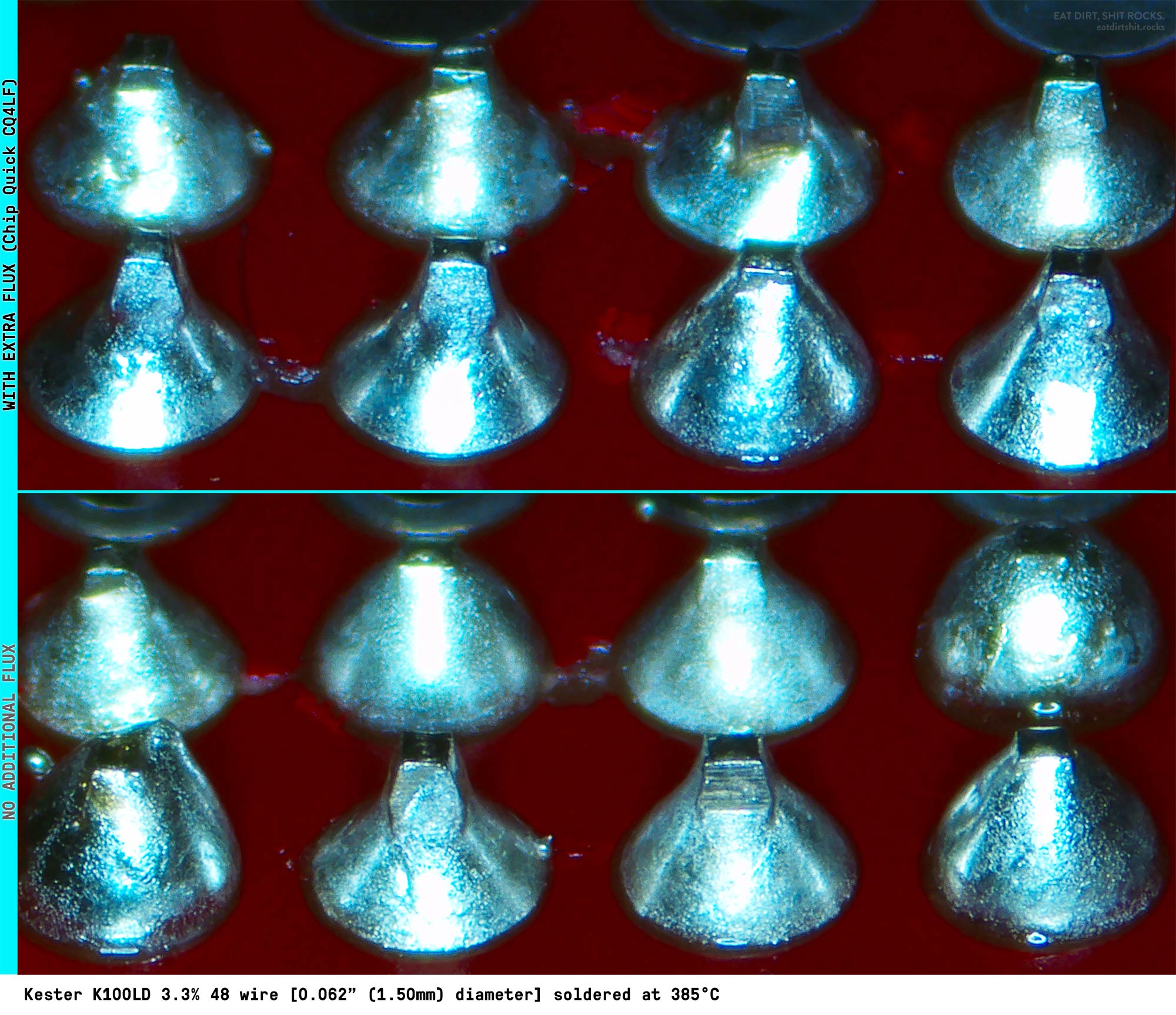
Nearly all of the joints are acceptable, in my judgement. The pin at hole G20, one of the no-extra-flux joints done with the doubly-thick (and more heat-intensive to melt) K100LD 48 wire turned out snowball-shaped and I didn’t remove the excess and/or re-do that pin. It stands out in the whole-protoboard photo above and you’ll see it again in the third close-up image below.
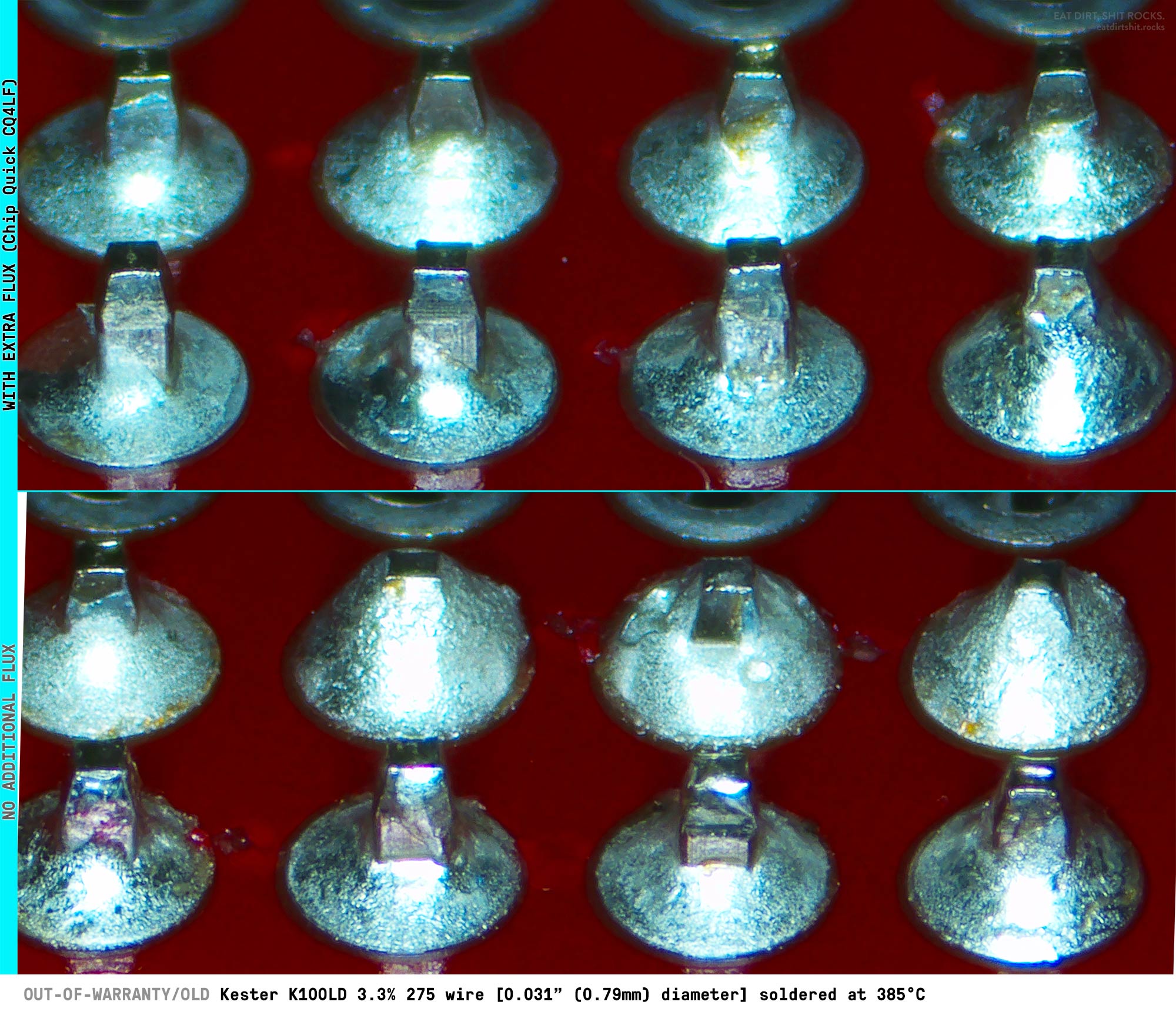
1and
1*(extra flux) on the protoboard photo at top.
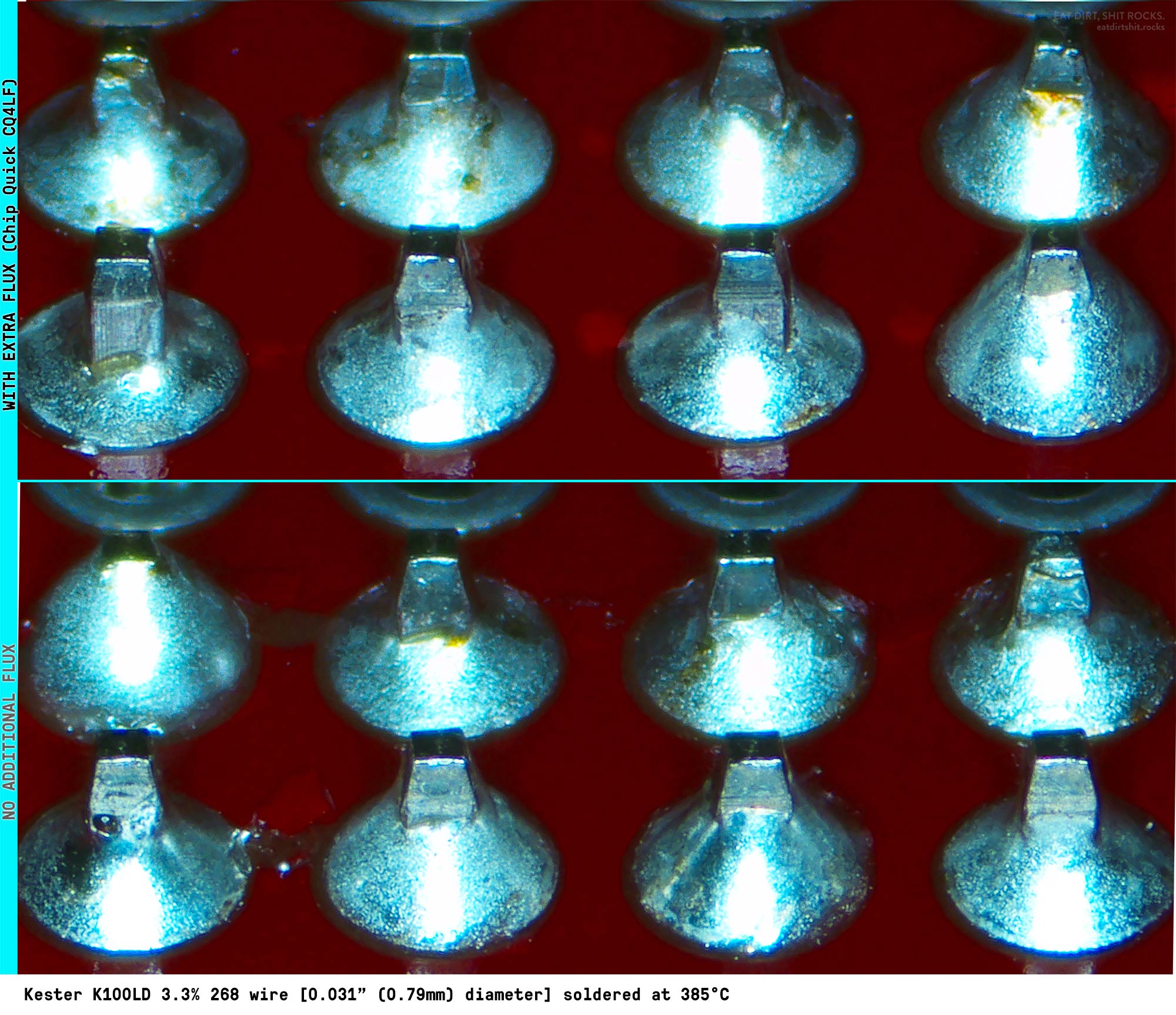
2and
2*(extra flux) on the protoboard photo at top.
3and
3*(extra flux) on the protoboard photo at top.
I shouldn’t have left the blob-shaped fillet on the pin at hole G20 (in the bottom-half, no-additional-flux part of the image above, this is the top-right pin). The fillet on J19’s pin (bottom row, leftmost in this close-up) looks crappy as well. The K100LD 48 wire is 1.5mm thick (versus 0.79mm for the others) and takes more heat-oomph to melt.
4and
4*(extra flux) on the protoboard photo at top.
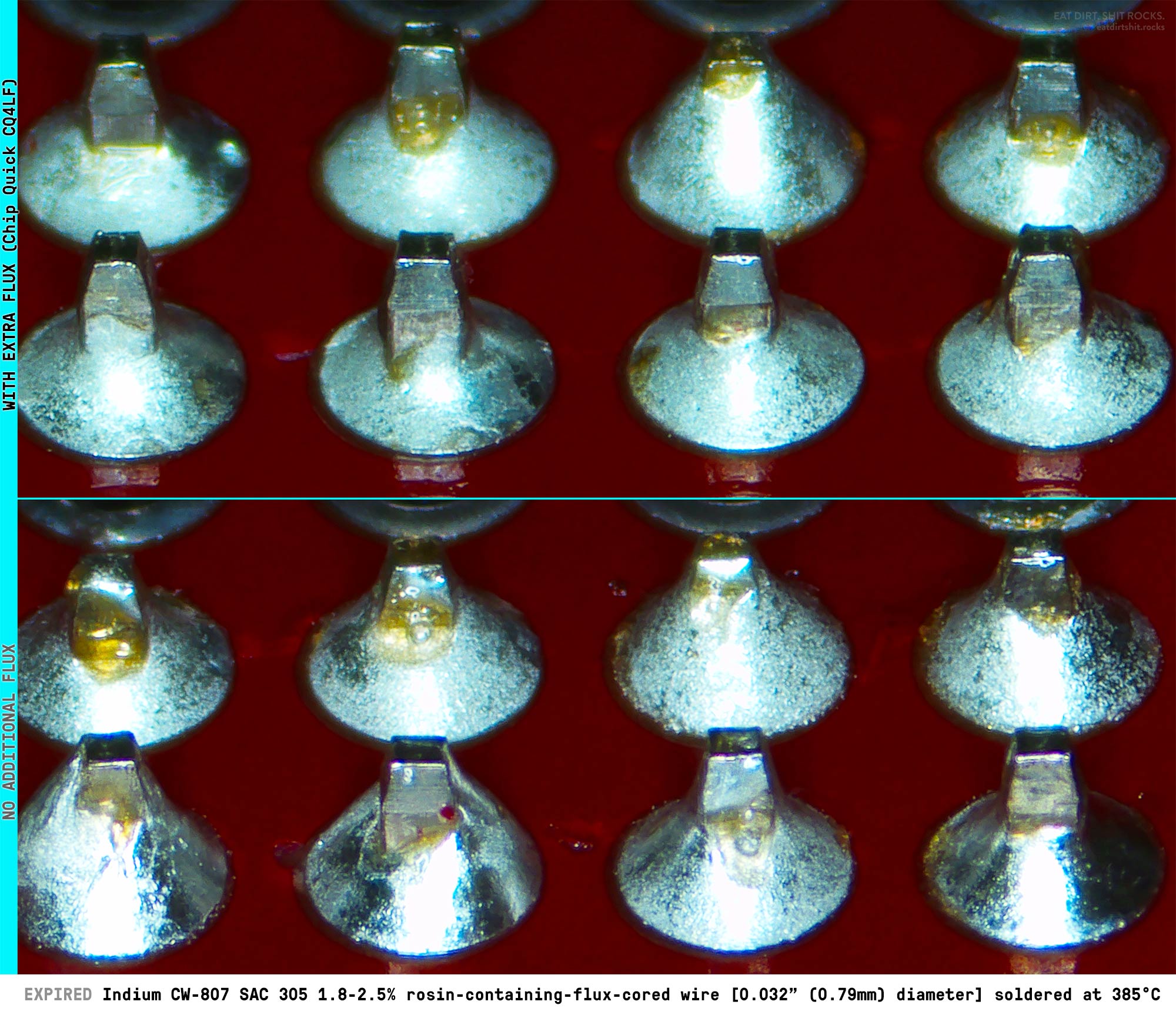
5and
5*(extra flux) on the protoboard photo at top.
This is where the conclusion ought to go, but my little exercise didn’t really turn up any undeniable, black-and-white, night-and-day difference between the shapes of fillets produced with or without a puddle of CQ4LF around the joint. Eyeballing these images, I still think trumpet-shaped, more-concave joints are more common with that flux than without, but some of the no-CQ4LF joints with some of the solder alloys I tried ended up pretty trumpet-shaped too and there are plenty of cone-shaped fillets among the CQ4LF joints as well. The effect, if real, seems slight.