Testing fresh solder wire: various flavors of flux-cored K100LD and Innolot
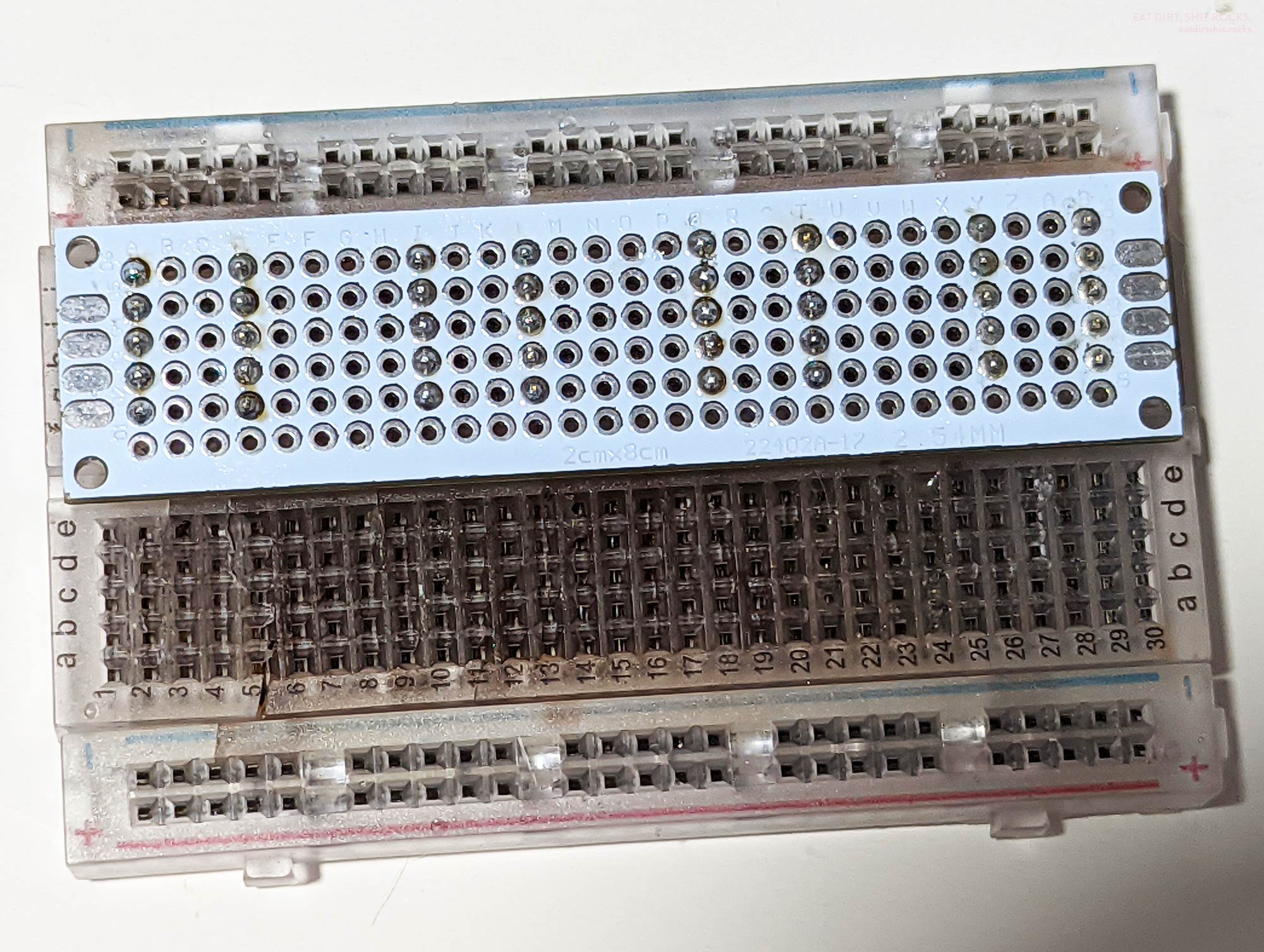
Numerous punishing soldering sessions have left this solderless breadboard stained, scorched, and cracked and it is not long for this world.
Recently, I posted about picking up soldering again after a hiatus (Getting back into the soldering saddle (Indium SAC305 vs. Kester K100LD with and without extra flux)) and I’ve gotten some fresh spools of soldering wire, along with flux and flux pens. Among the new spools are more flux-cored K100LD and a flux-cored version of a newer alloy aimed at automotive applications. I’ve been doing a bit of testing, old wire versus new wire, old flux versus new flux, etc.
Here, I’m showing the results of a small test in which I looked at 4 types of wire with and without extra flux. Eight five-pin pieces of pin header got four types of solder wire, so two sets of pins for each kind. The first set of pins for each wire type got no extra flux and the second five pins got soaked with ChipQuik CQ4LF from an old partially-used bottle.
Based on eyeballing and comparing many solder joints made using either CQ4LF from the same partially-used bottle (opened pre-2020) or newly-purchased, just-popped-the-seal CQ4LF, the old stuff seems to work as well as the new stuff and I used the old bottle for this trial.
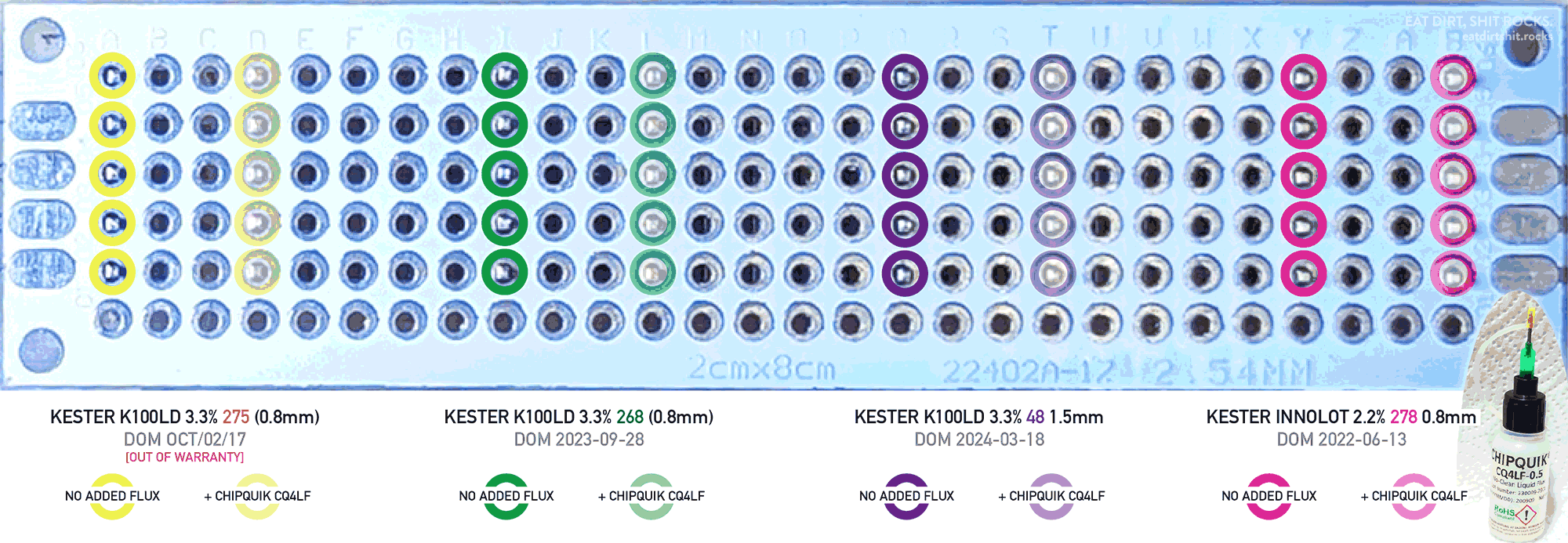
Above is a visual key to today’s exercise. From left to right, the first four pairs of pin-header rows were soldered with K100LD wire and the last was done with Innolot. All of these wires are flux-cored, but the flux differs. The fresh K100LD wire types are filled with #268 and #48, whereas the old stuff was cored with #275, and the spool of Innolot has a core of #278.
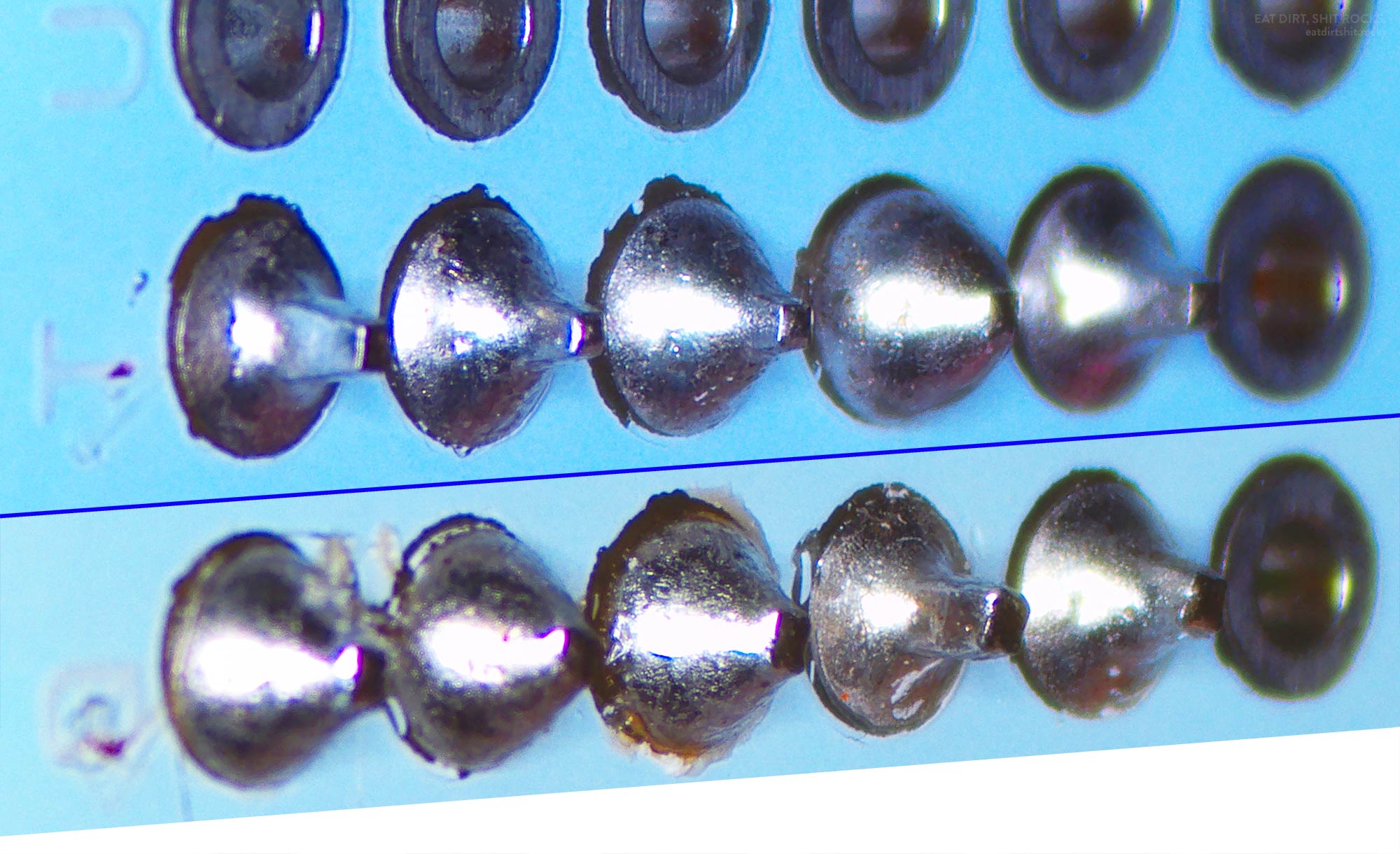
Below are close-ups of the individual rows of pins. The upper row in each image got additional CQ4LF flux and the lower row had no extra flux added.
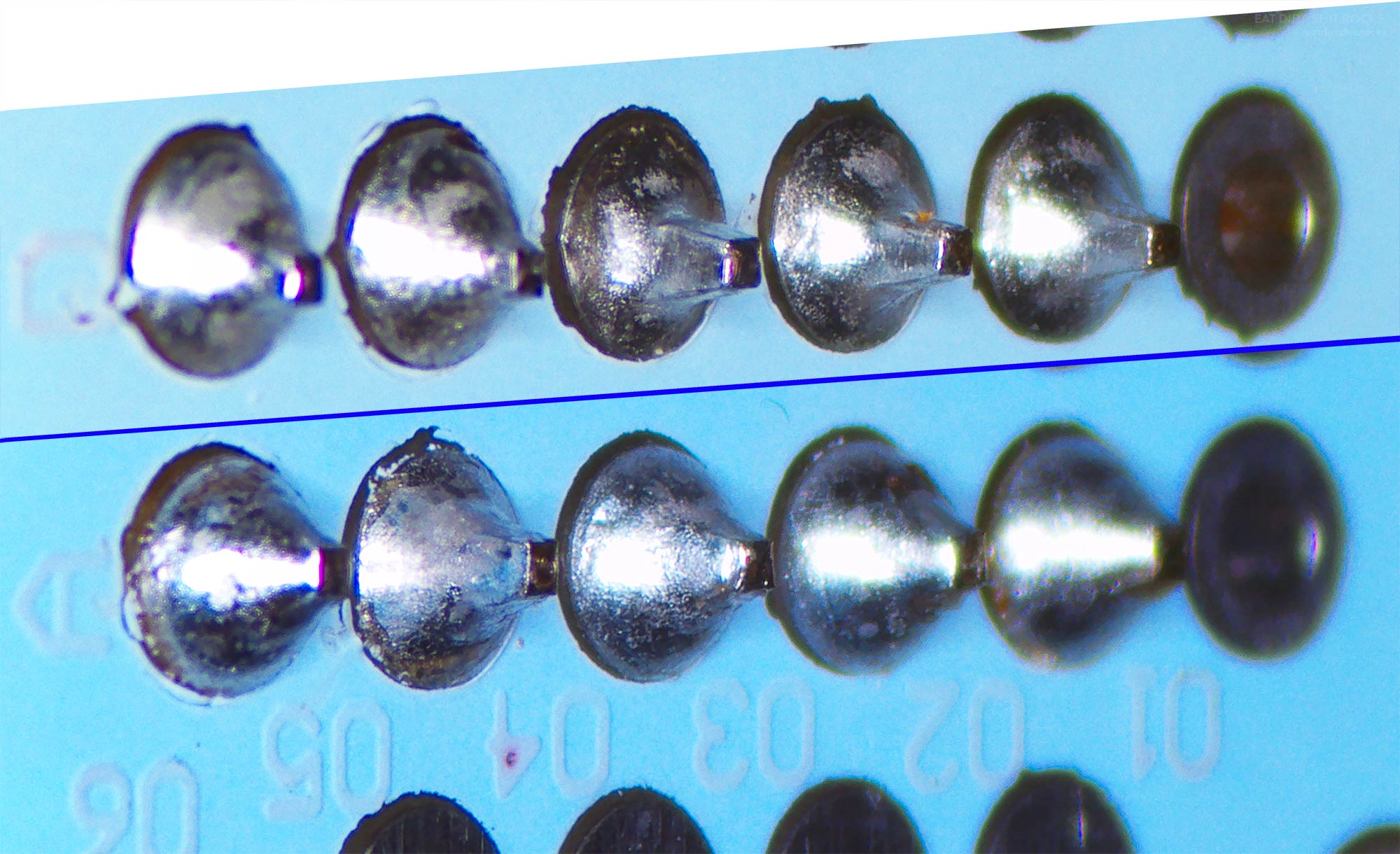
The pins in Row D (upper row in this photo) received additional flux (ChipQuik CQ4LF, from a years-old bottle) before soldering.
Kester’s site organizes flux-cored solder wire according to the type of flux it contains: 275 Flux-Cored Wire.
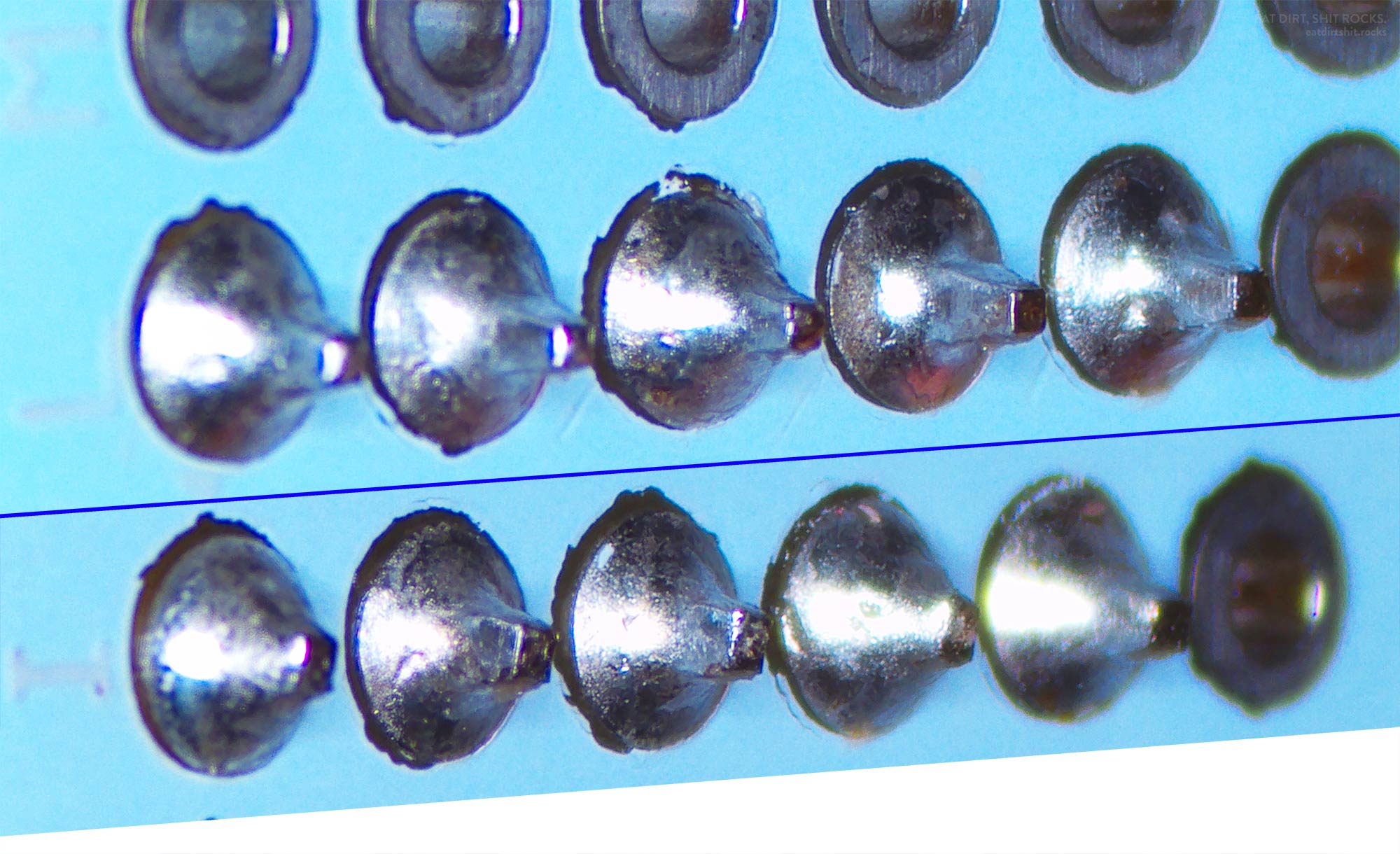
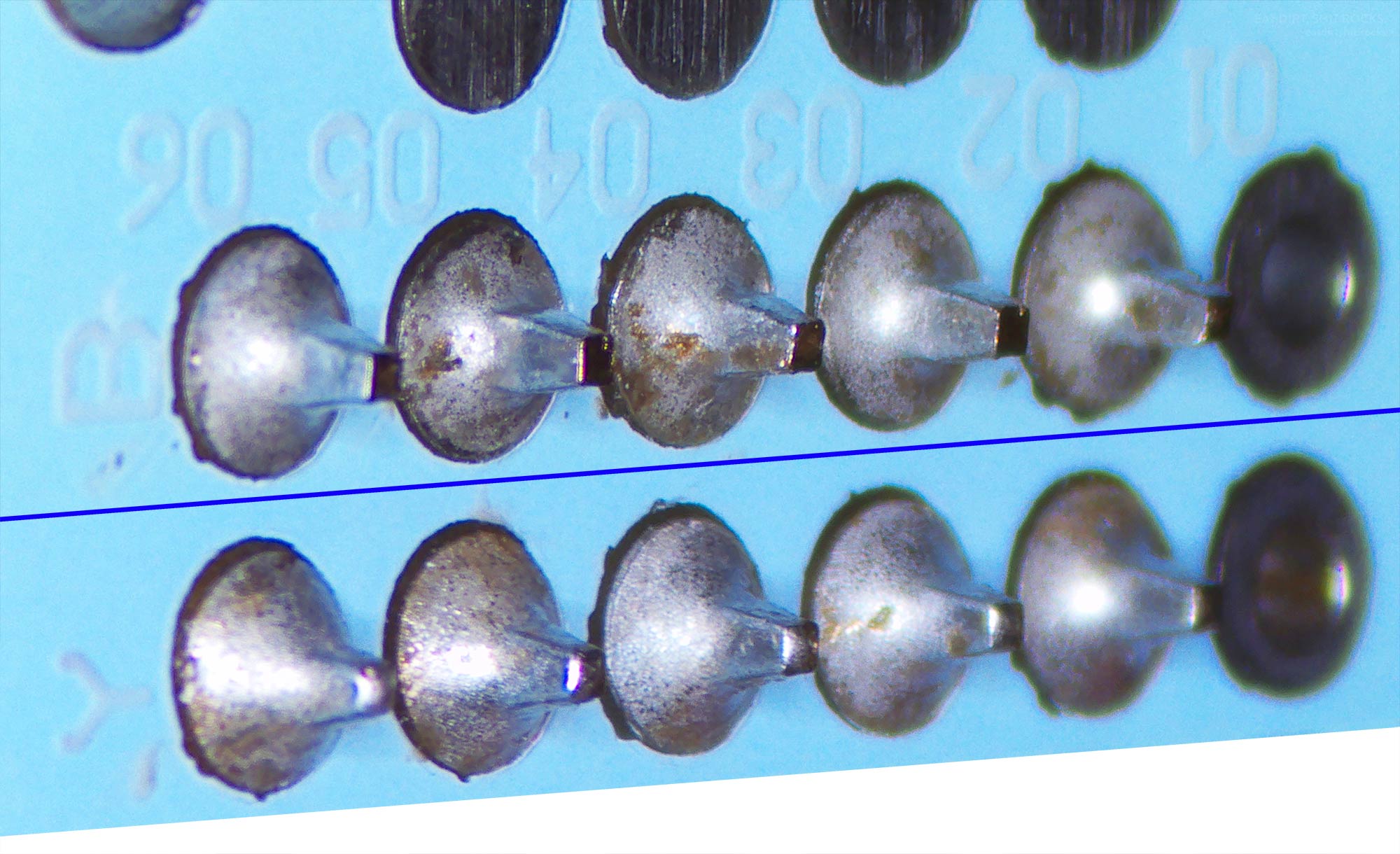
The pins in Row L (upper row in this photo) received additional flux (ChipQuik CQ4LF, from a years-old bottle) before soldering.
This is product # 9695749531 listed here: 268 Flux-Cored Wire.
The pins in Row T (upper row in this photo) received additional flux (ChipQuik CQ4LF, from a years-old bottle) before soldering.
This is product # 2495741400 listed here: 48 Flux-Cored Wiree.
The pins in Row B2 (upper row in this photo) received additional flux (ChipQuik CQ4LF, from a years-old bottle) before soldering.
Notice that both rows of joints look substantially similar. We don’t see the slight difference in shape, visible in the three preceding images, between fillets on the pins that received extra flux compared to those that did not.
This is product # 9174823331 listed here: 278 Flux-Cored Wire.
Some observations…
The joints made using the old K100LD wire, stuff that blew through Kester’s 3-year warranty a long time ago, look fine to me. Kester’s data sheets have always stated that these alloys have an indefinite shelf life if stored reasonably and that checks out. In fact, shape-wise, all of the fillets (the shapes of the solder in the joints), whichever wire was used, seem A-OK — except for the one in Row T that I screwed up by using too much solder. For this test, I dialed down the heat a bit compared to some earlier tests, running my soldering iron at 385°C instead of 400°C, so there’s less charring and scarring of the white solder mask on the PCB’s surface.
Something else I’ve noticed in this and other recent soldering experiments is that the fillets on pins to which I’d added some ChipQuik CQ4LF appear to tend to be slimmer Hershey’s Kiss shapes than ones that got no extra flux. But other flux products (like a goopy/tacky Rosin gel that I applied with a tiny micro-spatula ) resulted in the same sort of full-bodied Hershey’s Kiss fillets that I got when using no extra flux. This isn’t the case every single time (and doesn’t appear to apply to the Innolot joints), but it’s something I am seeing often with CQ4LF and very rarely without extra flux or with a different flux added. I don’t yet know whether this is down to my behavior whilst soldering — if, for instance, I am slightly flustered by the hissing and popping and steaming and snap-crackling of the boiling CQ4LF and am pulling the tip of the iron off a joint faster than when I use no extra flux or something less volatile — or genuinely an effect of the flux itself. It’s not a matter of the CQ4LF’s freshness. The newly-manufactured stuff from the just-opened bottle gives the same results.
I don’t think I’m causing the difference in appearance. My procedure is to heat the pin and the copper pad on the PCB with the tip of the iron, bring the end of the solder wire into contact, melt some onto the joint, withdraw the wire, and wait for a second or two and keeping the soldering iron’s tip in place until I see the solder fillet sort of suck
into or deflate onto the joint. Then I pull the iron’s tip away.
The sucking/deflating phenomenon is difficult to describe but those who have done much through-hole soldering will know what I mean.
Whatever the cause, it doesn’t seem to affect the fillets of the solder joints made with Innolot. The fillets in the no-extra-flux and with-extra-flux rows of pins look pretty much the same. They’re all skinny Hershey’s Kisses, like many of the K100LD joints made with CQ4LF.
Which fillet shape is associated with a mechanically stronger solder joint? I have no idea, but can envision trying to address the question by putting together a test where small weights are suspended somehow from solder joints made with different allows and fluxes or pulling force is applied to solder joints with a digital scale in line between the puller and the joints and maybe I’ll give that a shot at some point. Aesthetically, I find the skinny fillets slightly more appealing.
Along with the new spools of soldering wire, I’ve obtained some different and new-to-me types of soldering flux, ChipQuick-branded and otherwise, some of the sort dispensed from a needle-tipped bottle (like the CQ4LF) and others of the sticky/goopy variety. Something that I might try: an extra-flux-fillet-shape shootout where I use one flavor of wire with no extra flux and then with every type of additional flux, side by side.
Next observation…
You probably noticed that the Innolot joints are less shiny than the K100LD joints. I did a bit of delving into the chemical compositions of Innolot and K100LD thinking that Innolot might, for example, not include Nickel or something like that. Innolot, according to a paper I found online (Mechanical Characterization of Doped SAC Solder Materials at High Temperature), is 90.95% Tin (Sn), 3.8% Silver (Ag), 0.7% Copper (Cu), 3% Bismuth (Bi), 0.15% Nickel (Ni), and 1.4% Antimony (Sb).
K100LD is a proprietary Kester product and the description of its composition given in the table on the Wikipedia Solder alloys page is as precise as any of the others I found: Sn99.3Cu0.7Ni?Bi? (where the Innolot would be Sn90.95Ag3.8Bi3Sb1.4Cu0.7Ni0.15). Both types of wire, the Innolot and the K100LD, contain some nickel and Wikipedia says that one of the functions of the nickel content of the later is to help make the joints shiny — but perhaps the nickel content in K100LD is higher (e.g. 0.3%) than in Innolot.
Joints I’ve made using SAC305 allow wire seem dull but slightly less so than joints I’ve made using Innolot. Do these two alloys have anything in common that’s missing from K100LD? Silver. SAC305’s composition is Sn96.5Ag3.0Cu0.5 so it’s 3% silver compared to Innolot’s 3.8% share. When I remove the soldering iron tips and the solder fillets solidify, every alloy goes from liquid-mercury-style shiny to somewhat less shiny but the Innolot joints go sheenless. Are silver particles on the surface of the fillet insta-tarnishing? I have no idea. I could try making decently-sized buttons of Innolot and some other allows and polishing the buttons with stuff that would de-tarnish silver. No plans to attempt that at the moment, however.
Possibly the difference in luster is due wholly or in part to the type of flux inside the wire. But Kester only sells one flavor of Innolot wire, the 278 Flux-Cored Wire with Innolot Alloy that I got and I don’t see any K100LD wire cored with 278, so I can’t do an apples-to-apples comparison of Innolot and K100LD with the same flux filling.